|
|
|

|
Understanding |
Home Archives of Articles by Prabodh C. Bolur Energy Consumption in IM Machine A Guide to Injection Moulding of Plastics Introduction Answers to YOUR Questions Useful Links Author PlastIndia Photos Millineum's MoldFlow User Meet Contact Author Contact Publisher |
Introduction Injection moulding process is cyclic in characteristic. Cooling time is about 50 to 75% of the total cycle time. Therefore, optimising cooling time for best performance is very important from quality and productivity point of view. Cooling time is proportional to square of wall thickness. Therefore part design should ensure more or less uniform wall thickness through out the part. Part design should also ensure that the melt flow is uniform in all direction from the gate and melt should reach the boundary of the part more or less at the same time. Cooling channel design - location and size and type - should ensure that melt freezes uniformly inside the mould. Cooling channel design can be perfected with the help of MOLDFLOW analysis. It is necessary to understand Heat Exchange and Cooling Channel design in the mould. Heat Exchange in mould During every injection moulding cycle following heat transfers take place:
If heat input is more than heat removal, then the mould temperature would keep on increasing from cycle to cycle. Therefore moulding quality would not be constant from cycle to cycle. The moulding quality would be erratic- i.e. varying from cycle to cycle. Therefore, there is a need to balance between the heat input and heat removal in the mould after the desired mould surface temperature is reached. In other words, removal of heat by circulating coolant through the mould cooling channel would arrest the rise of mould temperature above the desired value. In practice, it may not be possible maintain constant mould temperature with respect to time. However, the mould temperature would fluctuate between two values around the desired value. During injection moulding cycle heat flow takes place from polymer melt to mould steel by
This heat is to be removed by circulating cooling fluid through the cooling channels in core as well as cavity during cooling period in order to maintain the desired temperature. Uneven temperature of the mould surface results (uneven shrinkage) in parts with moulded-in stresses, warped sections, sink marks, poor surface appearance and varying part dimensions from cycle to cycle and even cavity to cavity. Cooling Channel Design for Mould- Design tips Moulds are usually built with cooling channels. These channels are usually connected in series with one inlet and one outlet for water flow. The water flow rate may not be enough for turbulent flow because the water pump capacity itself may not be adequate. This obviously leads to random temperature variation on the mould surface. With the result, uncontrolled temperature drift, varying part dimensions and irregular warped surface appears on mouldings. The mould designer should take care of following points:
The mould has to be heated or cooled depending on the temperature outside mould surface and that of environment. If heat loss through the mould faces is more than the heat to be removed from moulding, then mould has to be heated to compensate the excess loss of heat. This heating is only a protection for shielding the cooling area against the outside influence. The heat exchange takes place during cooling time. The design of cooling system has to depend on that section of part, which requires longest cooling time to reach demoulding temperature. Cooling Channel layout depends on :
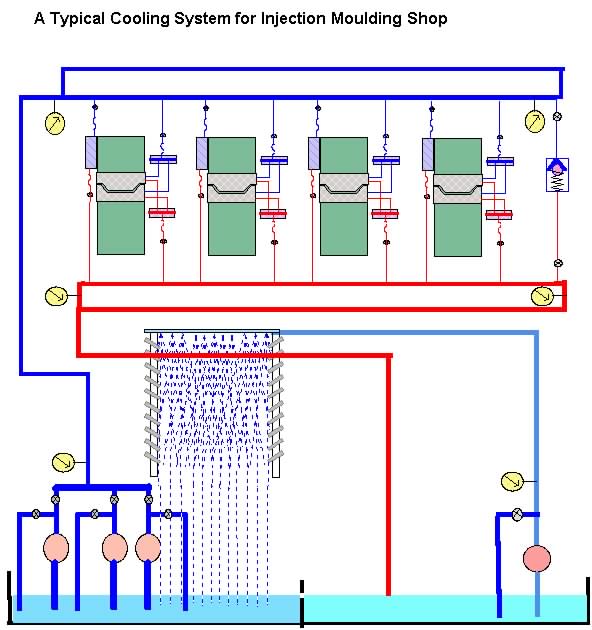
The sizing of cooling channels is dependent on the rate of cooling and temperature control needed for controlling part quality. CAE software like MOLDFLOW or C-Mold can be used to determine the optimised dimension of cooling channel and distance from mould surface, distance between cooling channel, flow rate. CIRCUIT FOR WATER PUMP, COOLING LINES AND COOLING TOWER Typical Cooling lines with Cooling Tower for Injection Moulding Shop. The figure shows number of pumps (each with bypass lines) connected in parallel supplying water through supply line. Two pumps are for main operation. Where as middle pump can be stand by pump. When ever there is problem on any one operational pump, it can be taken up for repair after the standby pump is put on operation. This ensures uninterrupted water supply for moulding shop. Water reservoir is partitioned to separate cold and warm water. Water from cold reservoir is pumped to process and returns warm to warm part of reservoir. Warm water is again pumped by a separate pump- of same flow rate but lower head- to cooling tower and returns to cold part of reservoir. The partition will have interconnecting hole at suitable height to avoid overflow on account of any unbalance in water transfer. This is shown in separate figure to avoid over crowding of lines. Each pump should be connected the pump manifold or main line or supply line through flexible connection. This can save time when pump requires to be removes off line for repairs or maintenance. Pressure at pump side should be between 5 and 6 bar. Pressure loss across mould is about 2 to 3 bar. This pressure loss represents the productive use of power in cooling the mould and heat exchanger of machine. The supply line as well as return line have additional pressure equalizing line. Supply line with pressure equalizing line forms main supply ring and similarly return line with equalizer line forms main return line ring. Pressure equalizer lines ensure uniform pressure at each supply terminal (inlet valve) on machine as well as mould. In the absence of equalizer lines on supply as well as return line, the inlet pressure would be different at different machine and mould. Highest at the first machine from pump and lowest at the last machine Any other pressure loss in the system is waste. Therefore, adequate size of pipe should be used for supply and return lines. Pressure equalizer lines should also have same size as that of supply line. Return line and its equalizer line pipes can be of larger size than supply lines as there should not be any pressure loss on return line and equalizer line. End of supply line and end of return line is connected through pressure differential valve. This valve automatically ensures pressure loss across mould is 2 to 3 bar. In case this valve is not available then, a gate valve should be used. But this requires adjustment of flow when ever there is a mould change. Connections to mould as well as machine terminals should be through separate gate valve. Connections to Heat exchanger should be through flexible hose pipe. This saves time during regular preventive clean up of heat exchanger. Select correct pipe for heat exchanger as specified by the machine manufacturer. A manifold with adequate number of connections for in and out of mould should be connected to the terminal inlet valve for mould. It should be noted that there should be no reduction of water passage area from manifold to cooling channel of mould. Normally hose fittings have smaller cross section area inside thereby throttling the flow. This can prevent turbulent flow. In other words, the water passage for 10 mm channel should have hose fitting with minimum internal diameter of 10 mm. Any thing less will not give turbulence. Turbulence is required for efficient heat exchange resulting in power saving. Therefore ensure that mould should have larger pipe fitting to accommodate this point of view. Please note that at 3 bar pressure loss across the mould;
Smaller the diameter of channels higher the pressure drop across. Higher the channel diameter lower the pressure drop across. Therefore, it is better to have all the channels of same diameter through out the mould. If there are different diameters for channels, then the smaller diameter will have larger pressure drop and hence it will have turbulent flow of water, but larger diameter channels will not have turbulent flow. To achieve turbulence in larger diameter channels the flow rate is required to be increased. Tips for Design of cooling lines and cooling tower.
Pitfalls in Injection Moulding, A Guide to Injection Moulding of Plastics, Archieves of Articles by Prabodh C. Bolur, Useful Links , Author, Contact Author  if you are concerned with plastics molding, Order your copy NOW. |